Ремонт под ключ в новостройках
Ремонт под ключ в новостройках
Проведение ремонта в новой квартире предполагает разные масштабы мероприятий, которые зависят от степени отделки помещений застройщиком. Ремонт квартиры под ключ мы выполняем часто из-за роста числа жителей Екатеринбурга и желающих приобрести новые квартиры. Ремонт в новостройках предоставляет Вам возможность вселиться и жить в квартире с такой отделкой и планировкой, как Вы пожелаете. Мы предоставляем свои услуги: предлагаем заказать качественный ремонт квартир под ключ недорого.
 Ремонт под ключ во вторичке
Ремонт под ключ во вторичке
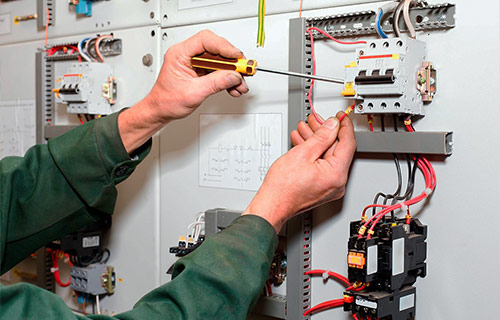
Не секрет, что вторичные квартиры часто нуждаются в качественной отделке, поэтому ремонт квартир в хрущёвках и других помещений в домах старой постройки может включать большой комплекс мероприятий. Нередко ремонт квартиры в хрущевке с перепланировкой и заменой водопроводных, электрических и канализационных систем может кардинально преобразить интерьер жилища до неузнаваемости.
 Ремонт под ключ в коттеджах
Ремонт под ключ в коттеджах
Как правило, жители Екатеринбурга заказывают ремонт дома и отделку под ключ. При этом ремонта коттеджа или квартиры в целом обычно проводят во всех помещениях без перепланировки, а если вы закажете дизайн-проект для своего проекта? Проект мы создадим бесплатно. Помимо этого Вы можете значительно сэкономить за счет наших акций и скидок, например если вы хотите установить натяжные потолки или сменить проводку.
 Ремонт под ключ в кафе, ресторанах, салонах, магазинах и других коммерческих и торговых помещениях
Ремонт под ключ в кафе, ресторанах, салонах, магазинах и других коммерческих и торговых помещениях
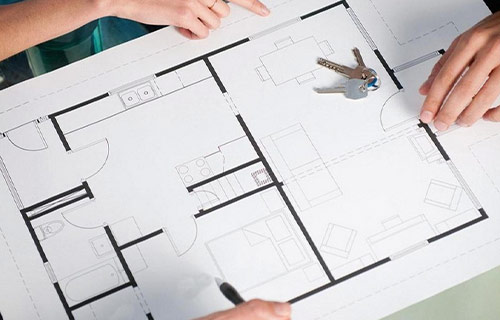
Ремонт офисных помещений, торговых залов или ресторанов может потребовать перепланировки и не всегда это возможно без проекта и его узаконивания. Также ремонт помещения коммерческого назначения, торгового зала или кафе ресторана или клуба невозможно выполнить без проекта и его согласования. Когда требуется ремонт офисов, мы рекомендуем вам обратиться к нашему дизайнеру для качественного оформления интерьеров. При этом цена за м2 дизайнерского ремонта под ключ не увеличится, потому что проект будет разработан компанией.